公司动态
防止铸铁T型槽平台及铸铁件析出性气孔的方法是什么?
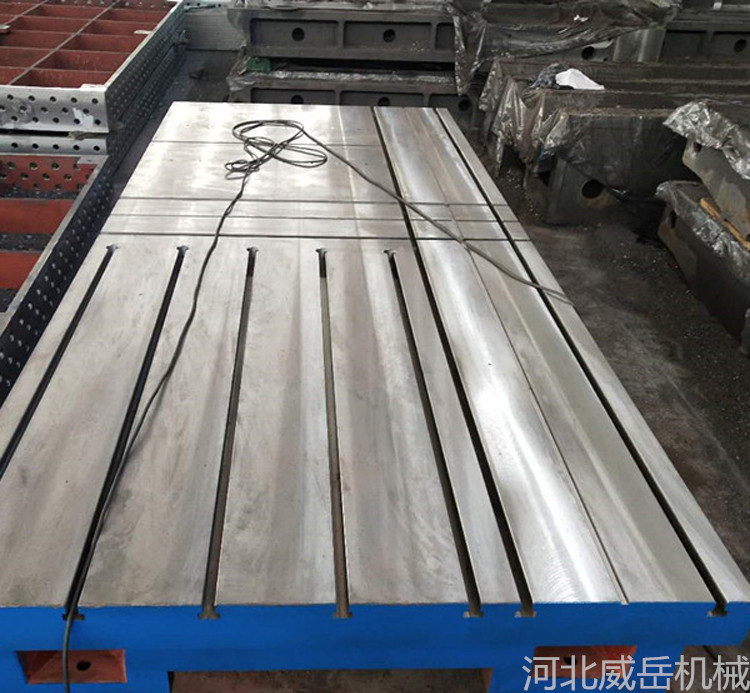
防止铸铁T型槽平台及铸铁件析出性气孔的方法是什么? 面对琳琅满目的商品,作为试验平台的终端使用客户而言,选购环节尤为关键,那么又该如何选购试验平台呢?先不要着急给出答案,其实我们只要对试验平台有客观的了解,就不难给到答案。 铸铁平台又称铸铁平板,外观基本上是箱体式,工作面有长方形、正方形、圆形等,材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。 单单就试验平台,作为铸铁平台应用于试验区域内的一大板块,无论是当下,还是回顾过去的几十年,抑或瞻仰未来,工业发展的速度和进程加速中,对试验平台的需要是越来越大。 从提高铸铁T型槽平台性能而言,自然是避免铸造冷纹的出现是好不过的,但是一旦出现冷纹的形成,又如何弥补呢?那么就要追踪溯源,从根本进行探索研究。在使用过程中铸铁平板铸件容易出现冷纹的原因:熔汤前端的温度太低,相叠时有痕迹。 不管是从结构性能出发,还是从外观美感方面考虑,大努力避免都是切实际的,改善这种现象的方法也很简单: 1.检查壁厚是否太薄(设计或制造),较薄的区域应直接充填; 2.检查形状是否不易充填;距离太远、封闭区域(如凸起)、被阻挡区域、圆角太小等均不易充填,并注意是否有肋点或冷点; 3.改变充填模式;4.缩短充填时间;5.提高模温6.提高熔汤温度;8.加大逃气道可能有用;9.适当调整比如加真空装置。 那么又有什么方法可以防止铸铁T型槽平台及铸铁件析出性气孔呢? 防止铸铁T型槽平台及铸铁件析出性气孔的方法根本的是减少铁液的吸气量,其次是将它含有的气体排出或阻止气体析出。如废钢应经清理滚筒除锈;焦炭、铁料应在露天堆放;炉衬、浇注工具充分烘干;孕育剂应烘烤后加入;提高浇注温 度;提高铸铁T型槽平台及铸铁件的冷却速度等。 通过以上解析,不难得出以下结论:不论哪种形式的气孔的产生形成与铸铁T型槽平台工作面上,都是越来越不被认可的铸造缺陷。通过技术工作人员参照铸造理论依据,同时结合二十多年的实战经验,不断创新提高,从大程度上避免气孔的形成,从而提高铸铁T型槽平/铸件质量,势必成为铸造行业的生产和销售的主流。 详询可登陆我们的官/或服务热线 联系人:销售部韩女士 15533753786竭诚为您服务!
weiyue0222.b2b168.com/m/